The complete system consists of:
- Maida Handling System
- Sugar Handling & Grinding System
- Liquid Preparation and Handling System
- Integrated Batching & Feeding to Dough Mixer
Maida Handling System – Detailed Process Flow
A modern sugar grinding system consists of multiple integrated equipment sections for efficient and hygienic operation.
Step 1: Raw Material Receipt
Flour is received in:
- 25 kg / 50 kg bags
- Bulk tanker unloading system (for high-capacity plants)
Step 2: Bag Dump Station for 25 kg / 50 kg bags
Equipped with:
- Hydraulic tilting
- In-built Dust collector
- Magnetic separator
- Controlled discharge with Rotary Airlock Valve
Prevents contamination and ensures dust-free unloading operator safety, and smooth downstream flow.
Step 3: Pneumatic Conveying to Storage Silo
Material is transferred via:
- Positive Pressure Pneumatic Conveying System
- Rotary Airlock Valve
Ensures enclosed, hygienic, and flexible material transfer.
Step 4: Tanker Unloading and Maida Storage Silo System
Material is stored in food-grade silos with:
- SS construction or MS with epoxy coating
- Vent filter with pulse jet cleaning
- Load Cell or Level indicators
- Aeration pads
- Bin Activator
- Discharge Rotary airlock valve
From an overall plant perspective, a bulk tanker unloading system delivers superior cost efficiency compared to 25/50 kg bag dumping by minimizing manpower dependency, reducing handling losses, improving hygiene, and enabling continuous high-capacity material transfer.
Engineering Importance:
- Prevents bridging & rat-holing
- Ensures smooth discharge
- Reduces downtime
Step 5: Maida conveying from Storage Silo to Dough Mixer
At the silo outlet, a Vibro Shifter (Vibratory Sieve) is installed to screen the flour before it moves forward. This unit removes oversize particles and foreign contaminants, ensures uniform particle size distribution, and protects downstream equipment—thereby improving hygiene and product quality compliance.
The screened material then enters the Intermediate Hopper, which acts as a buffer between the storage silo and batching system. It is equipped with a bin vent filter, level sensor, and controlled discharge through a rotary airlock valve for smooth and dust-free operation.
Finally, flour is transferred to the Weigh Hopper (Load Cell Based), where high-precision load cells and PLC-controlled, recipe-based batching ensure accurate and consistent dosing to the dough mixer. This guarantees process reliability and uniform product quality.
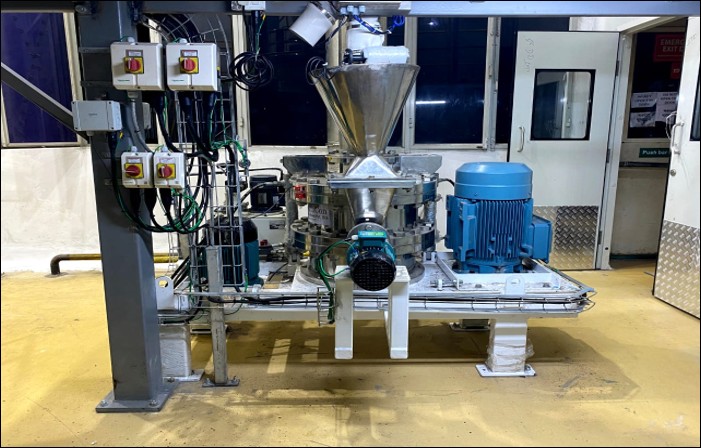
Sugar Handling & Grinding System
Step 1: Sugar Bag Feeding
- 25 kg / 50 kg bags
- Bag tilting station
- Bag dump station with dust extraction
Step 2: Grinding System
Depending on required fineness for the Biscuits type:
- 25 kg / 50 kg bags
- Bag tilting station
- Bag dump station with dust extraction
- Used for regular biscuit production
- Controlled sugar fineness required upto 100 Mesh
- Design at 10 Bar for safety
A)Universal Mill (UM)
Once the material reaches the desire particle size, it exists the grinding chamber through a discharge outlet. The ground particles are typically conveyed to the intermediated hopper.
- Used for cream/sandwich biscuit line
- Ultra-fine powder- 200 Mesh
- Adjustable classifier wheel
B)Air Classifier Mill (ACM)
The required fine particles that are classified and separated by the classifier wheel are carried by the air stream and collected in thee bag filter which ensures dust free transfer.
ACM ensures:
- Smooth creamer texture
- Dust Free Transfer
- Uniform filling consistency
- Minimal material loss
- Controlled temperature with Closed Loop System
Step 3: Fine Sugar conveying from Grinding Mill to Dough Mixer
Fine sugar is first collected in an Intermediate Hopper, which acts as a buffer unit. It is equipped with a bin vent filter for dust control, a level sensor for monitoring material availability, and a rotary airlock valve for controlled and consistent discharge.
The sugar is then transferred to a Weigh Hopper (Load Cell Based), where high-precision load cells and PLC-controlled, recipe-based batching ensure accurate dosing as per formulation requirements.
Next, the material enters the Creamer Tank, designed with stainless steel construction, a high-speed agitator, water jacketing, and a temperature control system. This setup maintains stable cream viscosity, ensures uniform filling quality, and prevents phase separation.
The prepared mixture is finally transferred to the dough mixer for further processing, ensuring consistency and product quality.
Liquid Preparation and Handling System
Liquid ingredients include:
- Palm oil
- Liquid sugar syrup
- Lecithin
- Minor chemical additives
Palm Oil Handling System:Palm oil is received from tanker and unloaded using a shuttle block pump into an insulated storage silo equipped with heater and cladding for bulk storage. It is then transferred to an insulated intermediate oil tank where temperature is maintained to prevent solidification and ensure proper viscosity. Finally, palm oil is sent to a batching vessel, where load cell-based dosing ensures precise quantity control. Engineering features include rockwool insulation, aluminium/SS cladding, electric or steam heating coils, and temperature controllers.
Liquid Sugar Syrup System: Liquid sugar syrup is prepared in an invert syrup preparation tank with agitator and heating jacket for uniform concentration and controlled viscosity. The syrup passes through a strainer for impurity removal and is pumped to a cooling tank to achieve required process temperature. From there, it is continuously supplied to the batching vessel or process line for stable and consistent feeding.
Lecithin Dosing System: Lecithin is stored in a specially designed heated tank with agitator and heat tracing to maintain flow properties. After passing through a fine strainer, a precision metering pump ensures accurate and repeatable dosing into the batching vessel, supporting consistent emulsification and product stability.
Chemical Dosing System: Minor additives are stored in dedicated dosing tanks (SS316) connected to PLC-controlled metering systems. This ensures precise, automated injection as per recipe requirements, minimizing wastage and maintaining formulation accuracy.
Creamer Tank: All measured ingredients are discharged into a creamer tank equipped with an agitator to maintain homogeneity and prevent phase separation. The final prepared mixture is then transferred to the dough mixer for further processing, ensuring consistent product quality and uninterrupted production.
System controlled via:
- PLC automation
- SCADA monitoring
- Recipe management system
- Load Cell based batch traceability
Business Impact
| Sr No. | Parameter | Conventional System | Engineered Integrated System |
|---|---|---|---|
| 1 | Product Quality | Inconsistent | Highly consistent |
| 2 | Equipment Protection | Limited | Strainers + Sifting protection |
| 3 | Maintenance Cost | High | Reduced |
| 4 | MLabour Requirement | High | 20–30% lower |
| 5 | Hygiene Compliance y | Food-grade ready | Highly consistent |
| 6 | ROI | ISlow | Faster payback |
This engineered approach ensures:
Modern systems achieve minimal material loss and maintain negative pressure operation throughout the process. Particle size directly affects:
- Hygienic operation
- Dust free environment
- Spillage proof system
- Vibro shifter ensures contaminant-free flour
- Advanced sugar grinding system
- Temperature-controlled liquid handling
- less than 1% material loss
- Strainers protect liquid pumps
- Reduced energy consumption
- Minimal man power
- Less running cost
- Equipment safety
- Batch accuracy
- Long-term reliability
- Global compliance readiness