Our Vacuum Transfer System is a specialized technology used in industries like pharmaceuticals, chemicals, food processing, and manufacturing to transport powdered or granular materials between different stages of production. Our systems are designed to handle delicate and sometimes hazardous materials efficiently and safely, ensuring minimal product loss and maintaining the integrity of the powder during transfer.
Our Vacuum Transfer System Overview
Introduction
Vacuum transfer systems are critical in industries where precise handling and contamination-free transfer of powders are essential.
Our systems are designed to move powders between processes such as mixing, blending, milling, granulation, drying, and packaging.
We hove engineered to address common challenges associated with powder hondling, including dust control, segregotion, contamination, and material loss.
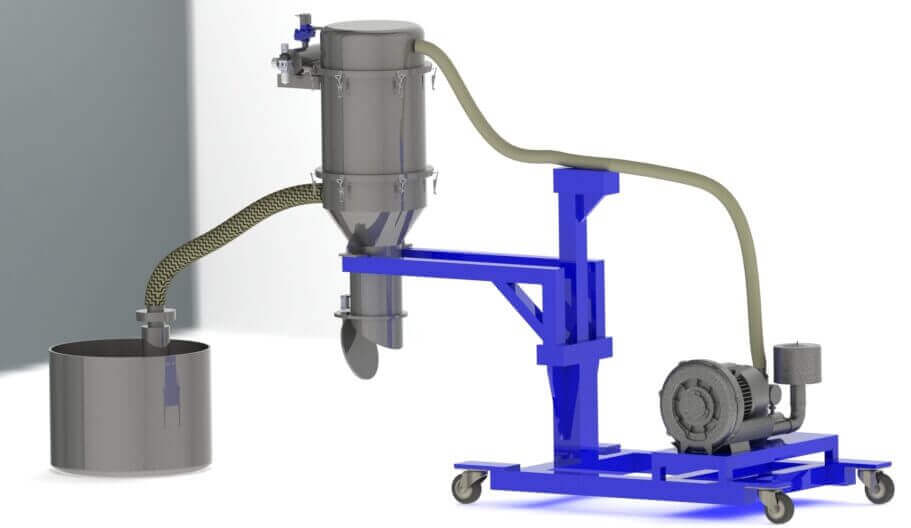
In our systems we use a vacuum to transport powders through rigid/flexible pipelines. The powder is drawn into the conveying line and transported to the receiving vessel by the vacuum force. Vacuum conveying is particularly useful for transferring powders in a closed-loop system/open-loop system, reducing the risk of contamination and dust exposure. Sources can be Bag dump station, Drum
suction tool and big bag unloading. Generally, these are dense phase conveying preventing material degradation due to low velocity engineering.
Applications of Vacuum transfer systems
Pharmaceutical Industry:
In pharmaceutical manufacturing, our systems are used to move active pharmaceutical ingredients (APIs), excipients, and other powders between processes such as blending, granulation, and tablet pressing. Our system complies with strict hygiene and safety standards to avoid contamination and ensure product quality.
Other industry applications are:
•Speciality Chemical Industry
•Food processing
Advantages of our Vacuum Transfer Systems
Safety and Hygiene:
• Vacuum transfer systems are designed to minimize the risk of contamination and dust generation, creating a safer and cleaner working environment. They also reduce the risk of exposure to hazardous materials for operators.
Efficiency and Accuracy:
• These systems provide consistent and controlled transfer of powders, reducing material loss and ensuring accurate dosing. This improves overall process efficiency and product quality.
Flexibility:
• Vacuum transfer systems can be customized to handle a wide range of powders with different properties, making them versatile solutions for various industries.
Reduced Labor Costs:
• Automation of powder transfer reduces the need for manual handling, lowering labour costs and minimizing human error.
- Safety and Hygiene:Easy to Clean to be replaced with Safety and hygiene
- Small Footprint - to be replaced Flexibility
- Efficient conveying method of powders transfer to be replaced with Efficiency and Accuracy
- Cost effective solution to be replaced with Reduced Labor Cost
- Food
- Pharmaceutical
- Chemical
- Plastic
- Grain Handling Industries
- Many More...



/1.jpg)
/2.jpg)
Trusted Powder Transfer System Manufacturer in India



Contact Us
Boost productivity and ensure GMP compliance with Knitcons’ bulk powder transfer systems. Contact Us Today