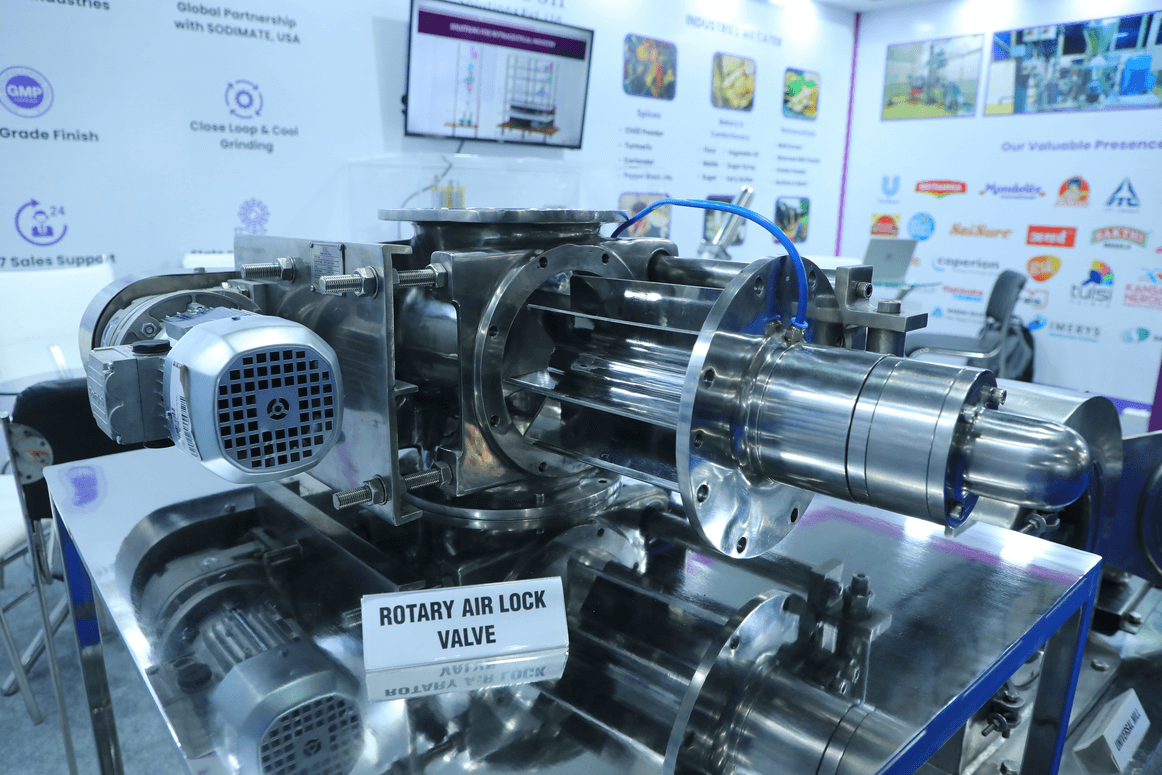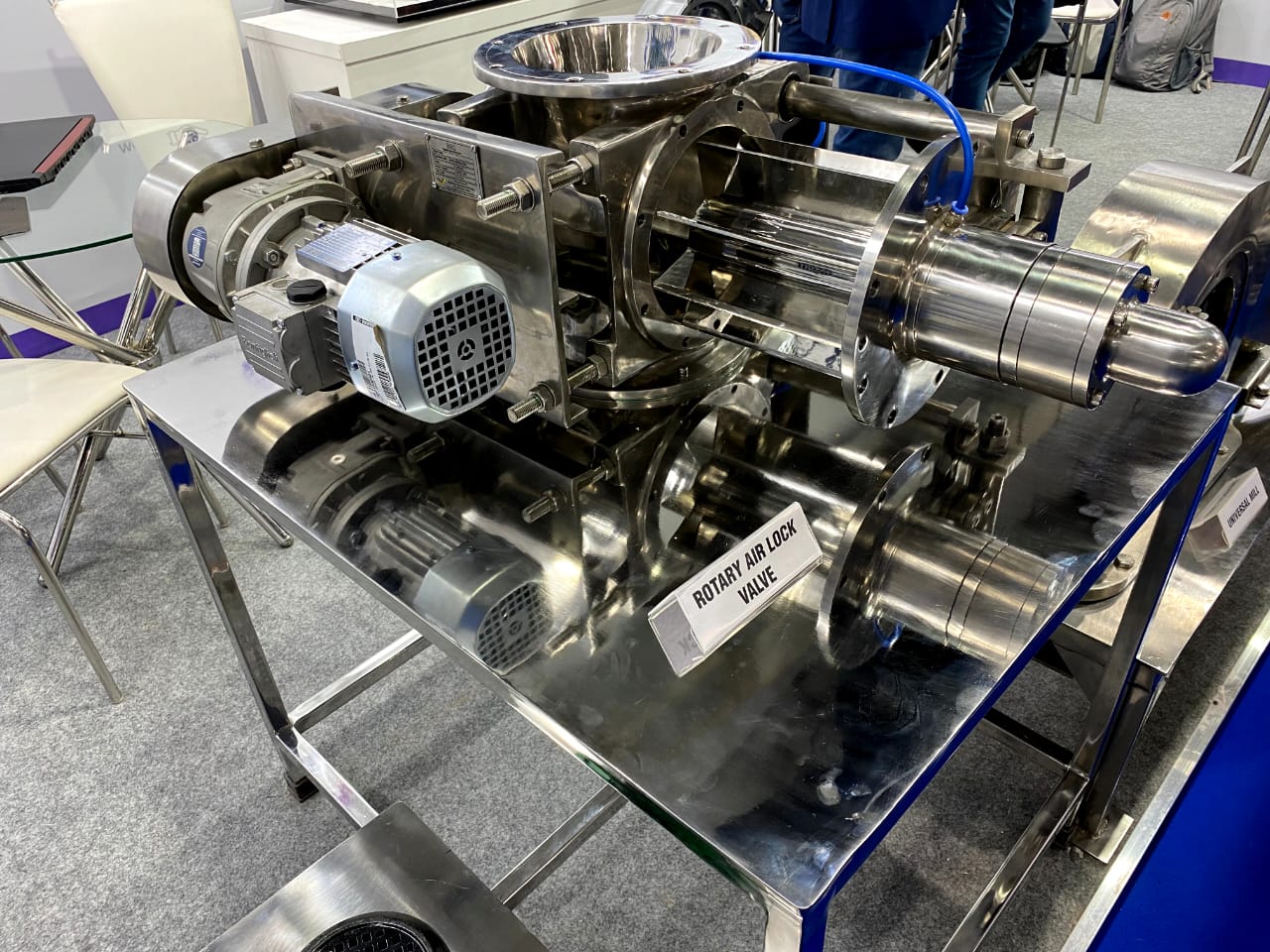
Rotary Air Lock Valve Manufacturer in India
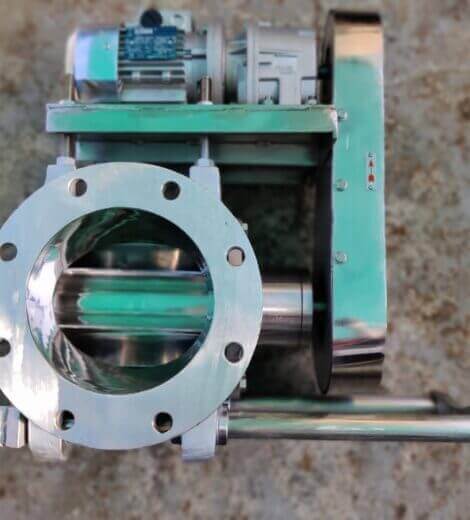
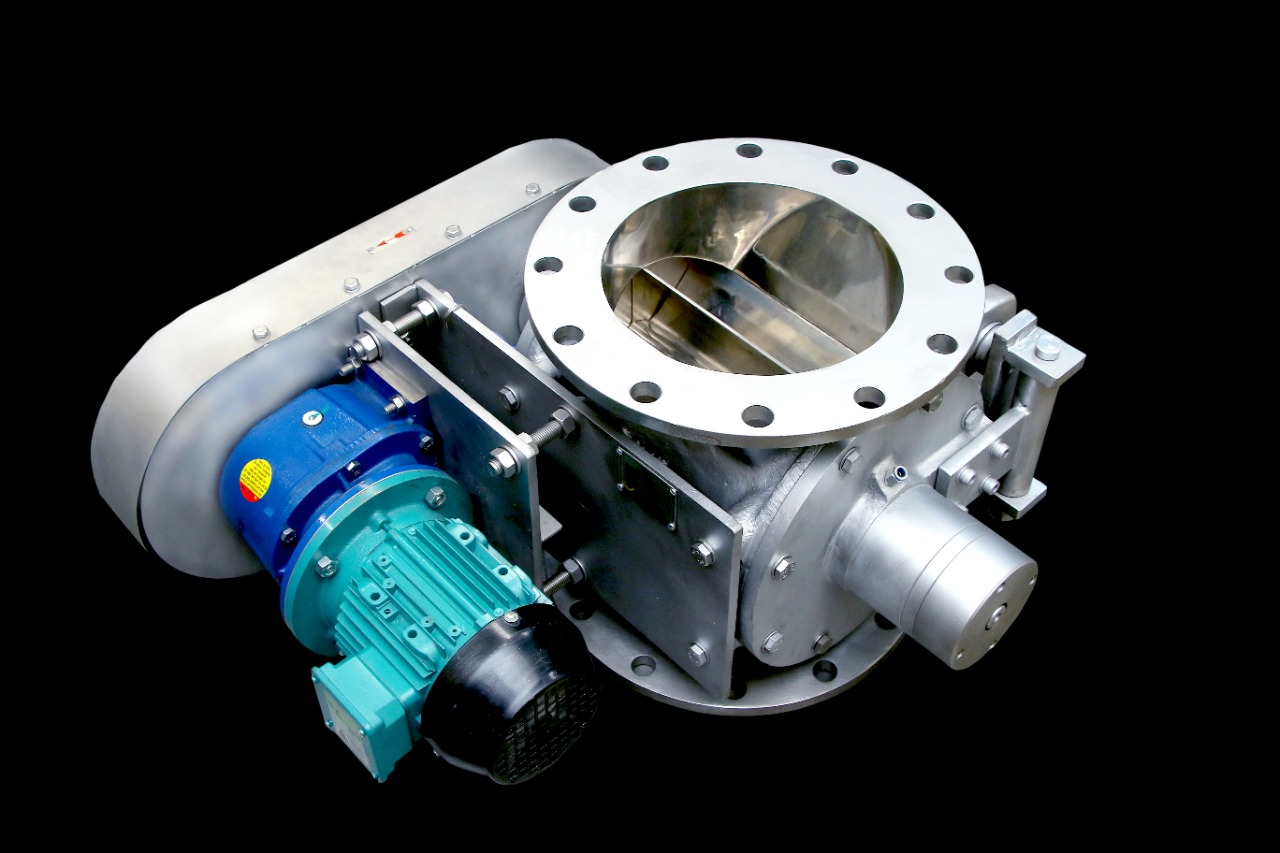
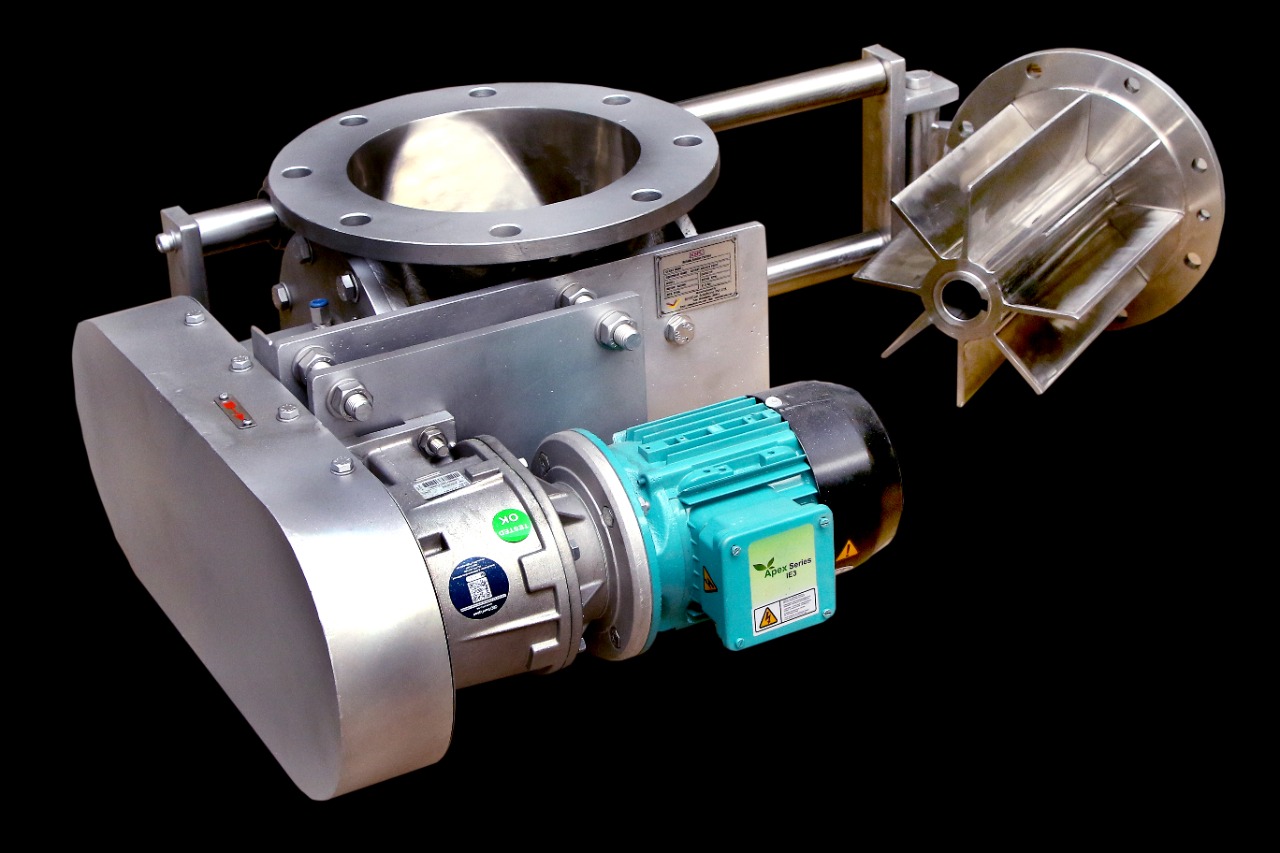
The main function of a rotary airlock valve is to maintain the flow from one chamber to another while maintaining a good airlock condition. The product is mainly in dry powder or granular form.
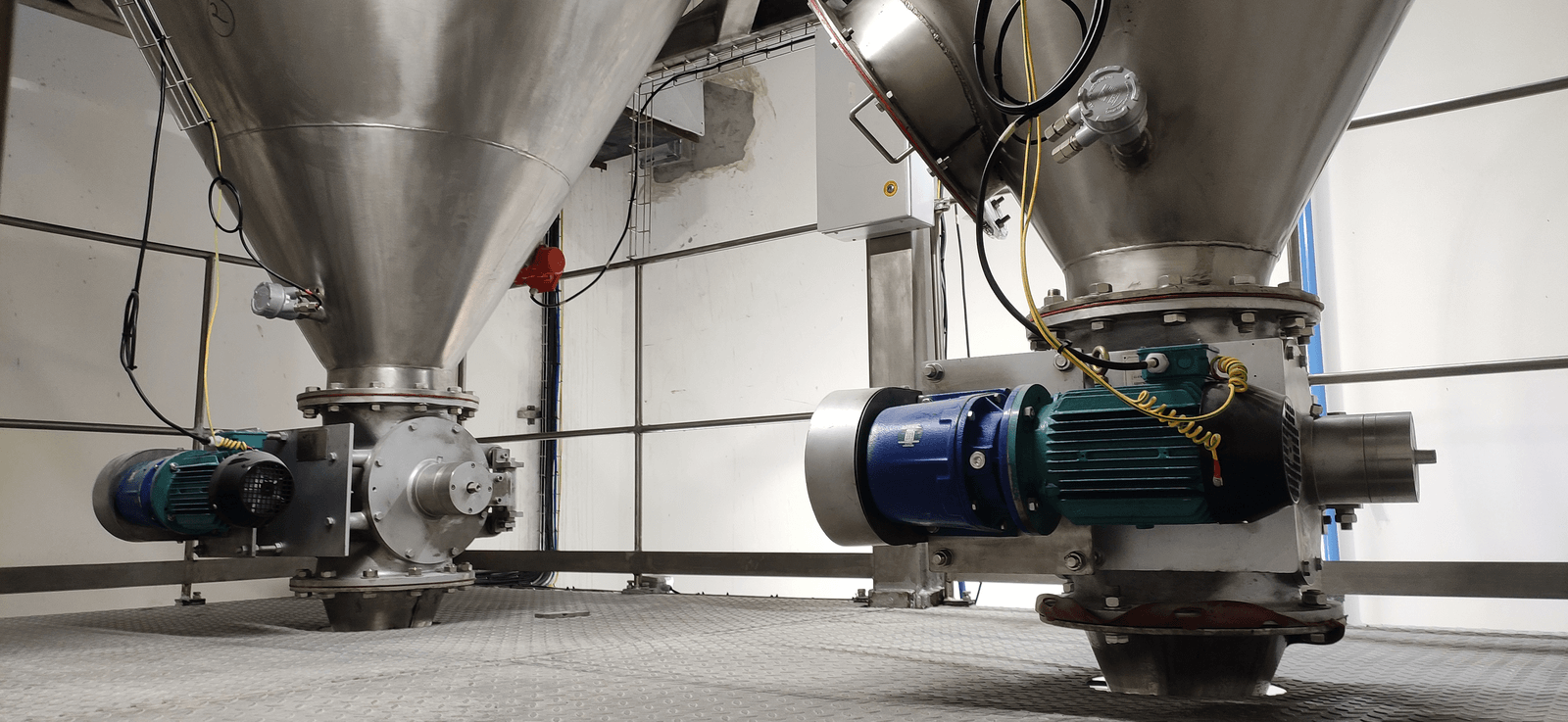
In Pneumatic conveying systems,
rotary airlock valve helps to maintain the pressure or vacuum and gives a perfect sealing in gas or air by preventing air leakages in differing levels of vacuum or pressure systems.
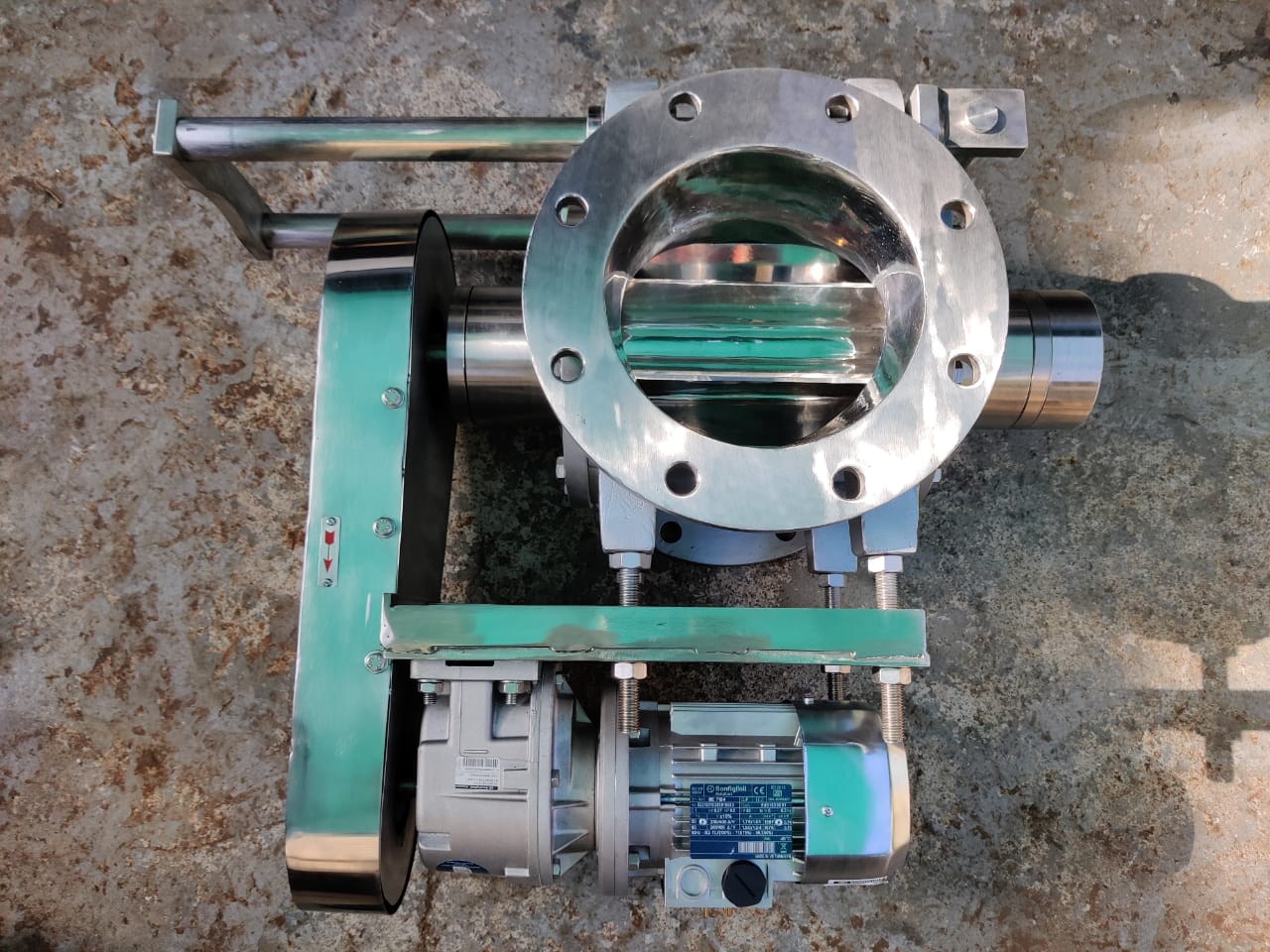
Available in 150 NB, 200 NB, 250 NB,
300 NB, 350NB, 400NB, 450 NB, 500 NB Size.